

联系我们

当前位置:
聊城 东环管业有限公司(八公山分公司) >
八公山当地产品频道
【无缝钢管_大口径无缝钢管厂家新品】
更新时间:2025-05-26 03:30:56 ip归属地:淮南,天气:多云转晴,温度:16-27 浏览次数:5 公司名称:聊城 东环管业有限公司(八公山分公司)
以下是:【无缝钢管_大口径无缝钢管厂家新品】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4589/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
以下是:【无缝钢管_大口径无缝钢管厂家新品】的图文视频



在淮南市八公山区采买【无缝钢管_大口径无缝钢管厂家新品】到东环管业有限公司(八公山分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-16569598888,QQ:632317004,地址:《经济开发区》。 安徽省,淮南市,八公山区 2020年,八公山区生产总值37亿元,按可比价格计算,比上年增长1.5%。其中,产业增加值0.8亿元,同比增长0.9%;第二产业增加值12.9亿元,同比下降0.6%;第三产业增加值23.2亿元,同比增长3%。三次产业结构调整为2.2:34.9:62.9。
想要知道【无缝钢管_大口径无缝钢管厂家新品】产品如何?看视频就知道!看视频,选产品更明智!
以下是:【无缝钢管_大口径无缝钢管厂家新品】的图文介绍


在无缝钢管市场中,加强环保检测是推动供需关系发展的良好局面。无缝钢管厂家按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 直径达650mm,小直径为 0.3mm。精密无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。厚壁无缝钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。然而,由于美国房地产管制和利率上升,无缝钢管价格将微弱震荡。在无缝钢管价格达到新高的背景下,供需平衡良好,但鉴于担心季节性的消费下降,如果无缝钢管市场没有明显的短缺,价格继续上涨的压力是巨大的。此时,期货价格走势往往是跟随无缝钢管现货价格的风向标。在传统消费淡季、无缝钢管厂及社会存量增加、煤焦供应缓解的背景下,期货市场面临着持续高涨的巨大压力。如果基本面没有改善或只是略有改善,市场调整的时间可能会延长,范围也会扩大。如果基本面显示出非常显著的改善,期货可能再次反弹,这将导致无缝钢管的现货价格稳定。总体来看,无缝钢管市场总体走势依然稳定,但交易进展不大,库存难以大幅变化。



热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。



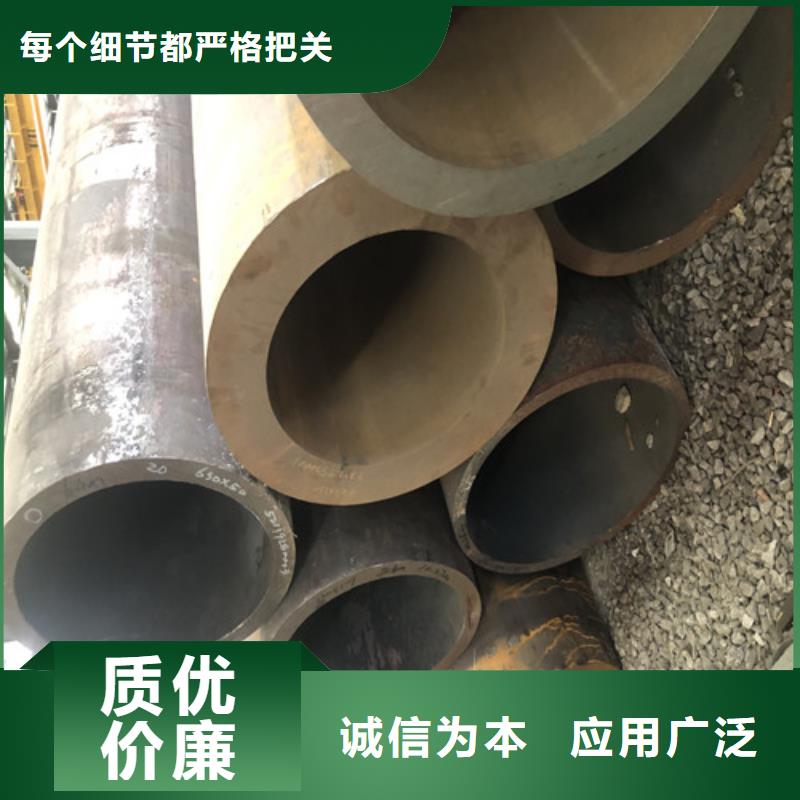
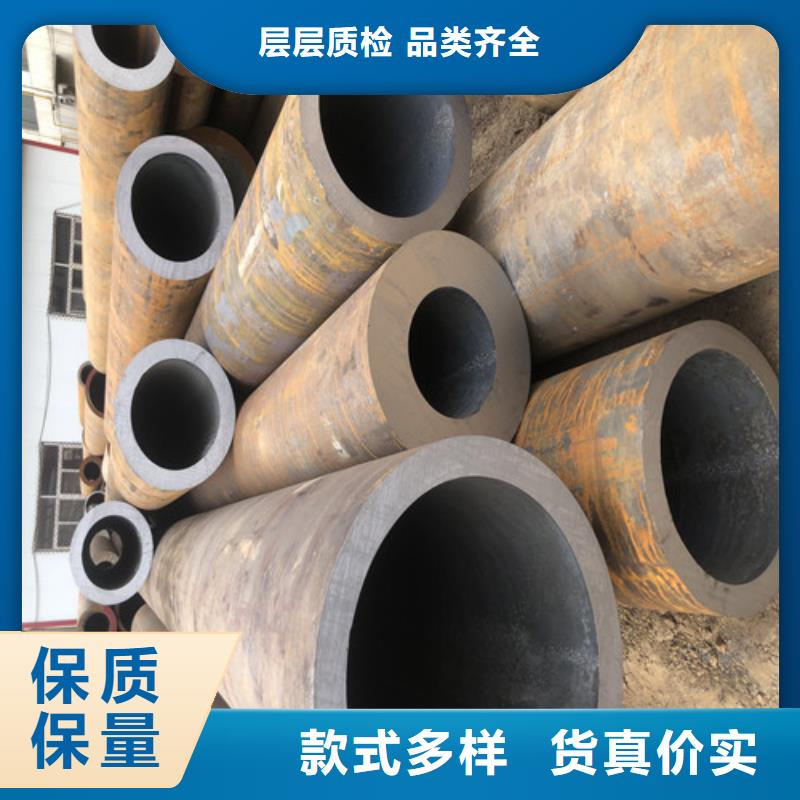
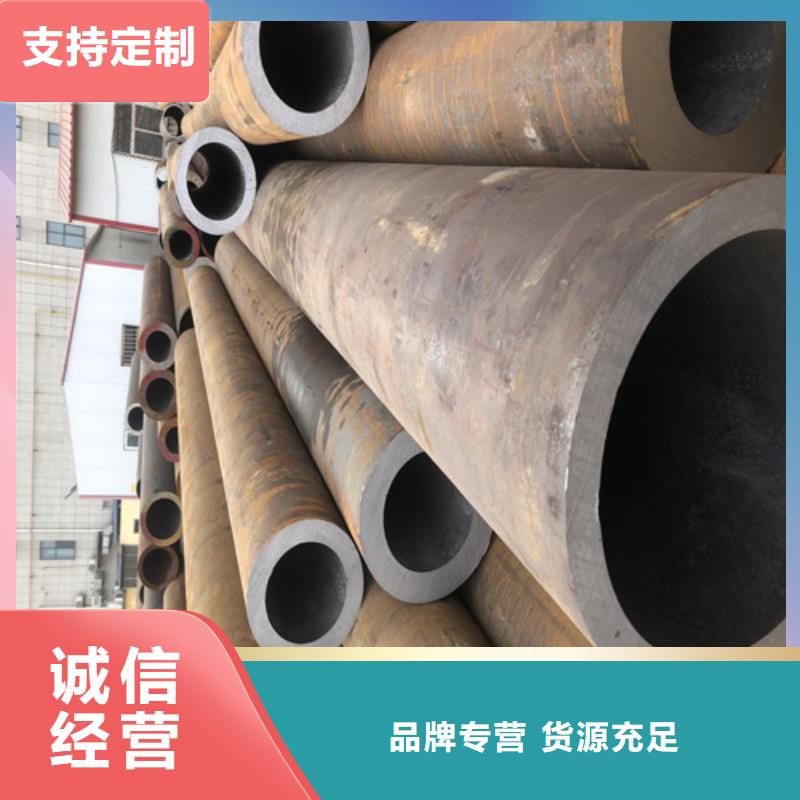
东环管业有限公司(八公山分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 厚壁无缝钢管原料开始,实行层层把关制, 厚壁无缝钢管产品质量多年稳定提高,不断改进。东环管业有限公司(八公山分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 厚壁无缝钢管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。



镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。



接连油管是一种单根长度达几千米并可重复曲折、完成多次塑性变形的新式石油管材。接连油管及其工作配备被称作“全能工作机”,在国外如美国、加拿大等 ,接连油管已成为油田工作中必不可少的石油配备。当前长接连油管是9000m长,关于这种特别油管制作的核心技术是: 1、化学元素 因为严厉的执役环境,对接连油管资料力学功能和抗腐蚀功能有较高的需求,要对资料的化学成分优化规划,还有必要对锻炼、轧制等完成全流程洁净化操控,尽量减少搀杂物和S、P等有害元素含量。 2、加工 因为位错增殖等缘由导致的加工硬化和包申格效应一起作用后,管体强度的改换规则加以操控。 3、热处置 经过对管体热处置,完成安排和功能的 操控,特别是高强度与高塑性以及低的剩余应力。 4、焊接技能 对低碳微合金钢,当前主要选用HFW焊接技能,需求研讨 焊接技能参数(如电流、电压、频率、焊接速度、成形角、挤压量等),研讨焊缝以及焊缝热处置技能。 5、板材对接 要完成HFW焊管接连出产,有必要先将板材接长,当前板材对接主要选用TIG、MAG和等离子焊接等办法。正在研讨的办法是拌和摩擦焊办法。 6、管材对接 接连油管在使用过程中可能会形成有些损害,有必要将损害或缺点有些切除去,并经过焊接将管子连接起来。传统的对接办法通常选用手艺TIG焊,焊接质量难以操控,当前使的是全自动焊接技能。 7、新制作技能 如CVR技能,即选用同一规范的管坯的接连管,在线经过中频感应加热到940℃,经过热机械轧制,一方面完成HFW焊缝优化或无缝化,另一方面完成变壁厚或变径。别的,还有特别用不锈钢接连管激光焊接技能等

今年在淮南市八公山区购买【无缝钢管_大口径无缝钢管厂家新品】有了新选择,东环管业有限公司(八公山分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的【无缝钢管_大口径无缝钢管厂家新品】产品。如需购买或咨询,请随时联系我们,联系人:王经理-16569598888,QQ:632317004,地址:经济开发区。